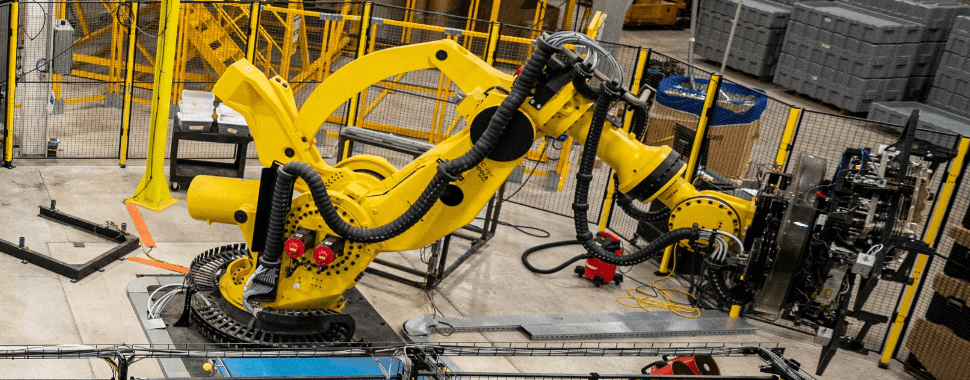
ROBOTIC ROTATIONAL MOLDING
Our exclusive Robomold® technology provides tighter tolerance control with precision-distributed heat and material control for consistent part repeatability and optimized strength-to-weight ratios. It also allows for unsurpassed design flexibility including the ability to layer different compounds and coatings into finished parts.
For these reasons and more, Robomold technology is ideal for military, OEM, industrial and commercial applications where precision and unsurpassed repeatability are key.